




什么是深孔,深孔加工难点有哪些,深孔钻钻头有哪些种类,深孔钻头特点及选用要注意什么?
深孔加工的几种工艺方法是什么,深孔加工注意事项有哪些?本文都有所介绍,希望对您有所帮助!
1. 深孔一般在行业中是如何定义的?
在机械制造业中,一般将孔深超过孔径10倍的圆柱孔称为深孔。深孔按孔深与孔径之比(L/D)的大小通常可分为一般深孔、中等深孔及特殊深孔3种。
(1)L/D=10~20,属于一般深孔。常在钻床或车床上用接长麻花钻加工。
(2)L/D=20~30,属于中等深孔。常在车床上加工。
(3)L/D=30~100,属于特殊深孔。必须使用深孔钻在深孔钻床或专用设备上加工。

2. 深孔加工难点
(1) 刀杆受孔径的限制,直径小,长度大,造成刚性差,强度低,切削时易产生振动、波纹、锥度,而影响深孔的直线度和表面粗糙度;
(2) 在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难;
(3) 在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常;
(4) 切屑排除困难,必须采用可靠的手段进行断屑及控制切屑的长短与形状,以利于顺利排除,防止切屑堵塞;
(5) 为了保证深孔在加工过程中顺利进行和达到应要求的加工质量,应增加刀具内(或外)排屑装置、刀具引导和支承装置和高压冷却润滑装置;
(6) 刀具散热条件差,切削温度升高,使刀具的耐用度降低;
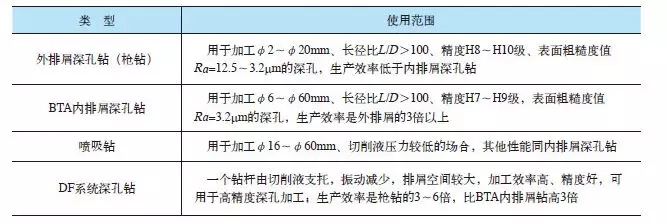
3.深孔钻的类型、使用范围及工作原理
深孔钻按排屑方式分为外排屑和内排屑2种,外排屑有枪钻、整体合金深孔钻(可分为有冷却孔和无冷却孔2种);
内排屑又分为BTA深孔钻、喷吸钻和DF系统深孔钻3种。深孔钻的类型和使用范围如下图所示。
4. 深孔加工时的注意事项
(1)深孔加工操作要点:主轴和刀具导向套、刀杆支撑套、工件支承套等中心线的同轴度应符合要求;切削液系统应畅通正常;工件的加工端面上不应有中心孔,并避免在斜面上钻孔;切屑形状应保持正常,避免生成直带状切屑;采用较高速度加工通孔,当钻头即将钻透时,应降速或停机以防损坏钻头。
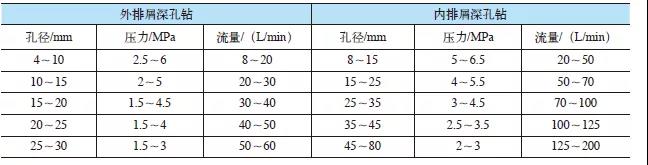
(2)深孔加工切削液:深孔加工过程中会产生大量的切削热,并不易扩散,需要供给充足的切削液润滑冷却刀具。一般选用1:100的乳化液或极压乳化液,需要较高加工精度和表面质量或加工韧性材料时,选用极压乳化液或高浓度极压乳化液,切削油的运动黏度通常选用(40℃)10~20cm2/s,切削液流速为15~18m/s;加工直径较小时选用黏度低的切削油;要求精度高的深孔加工,可选用切削油配比为40%极压硫化油+40%煤油+20%氯化石蜡。切削液的压力和流量与孔径及加工方式有着密切的关系,如图所示。
(3)为保证刀具使用寿命,最好采用自动走刀。
(4)进液器、活动中心支承中的各导向元件如有磨损,应及时更换,以免影响钻孔精度。
深孔加工是一类由专为现有应用而设计的刀具所主导的加工领域,许多不同的行业都涉及到深孔加工。我们应根据实际情况选择合适的深孔钻头和深加孔工艺。
东莞环球机械主要做深孔钻机床设备,有五轴深孔钻,三轴深孔钻,欢迎您的咨询!

