




如何提高钻孔精度,孔加工精度等级对照表,镗孔和铰孔的区别,精度较高的孔加工过程,孔加工方案,孔的精度等级表,钻孔的加工精度等级一般是多少?
由于零件上孔的类型多种多样,使得孔的加工方法较有多种,如钻、削、车削、镗削、拉削、磨削等方法。
深孔加工的难点
孔加工刀具的尺寸,受所加工孔的限制,一般呈细长状,刚性较差;加工孔时,刀具处在工件材料的包围之中,散热条件差,切屑不易排除,切削液难以进入切削区;而且加工的情形不易直接观察得到。因此,如果加工相同的精度和表面粗糙度,孔加工要比外圆面困难,成本也高。
如何选择孔的加工方案
孔加工方法的选择和机床的选用比外圆面的要复杂得多。拟定孔的加工方案时,除考虑孔加工的技术要求外,还应考虑孔径的大小和孔的深浅、工件的材料、形状、尺寸、重量和批量以及车间的具体生产条件(如现有加工设备等)。
若在实体材料上加工孔(多属中小尺寸的孔),必须先采用钻孔。若是对已经铸出或锻出的孔(多为中、大型孔)进行加工,则可直接采用扩孔或镗孔。
至于孔的精加工,铰孔和拉孔适于加工未淬硬的中、小直径的孔;中等直径以上的孔,可以采用精镗或精磨;淬硬的孔只能用磨削进行精加工。
在孔的光整加工方法中,珩磨多用于直径稍大的孔,研磨则对大孔和小孔都适用。
下面表中列出了孔加工方案及适用范围,可以作为拟定加工方案的依据和参考。
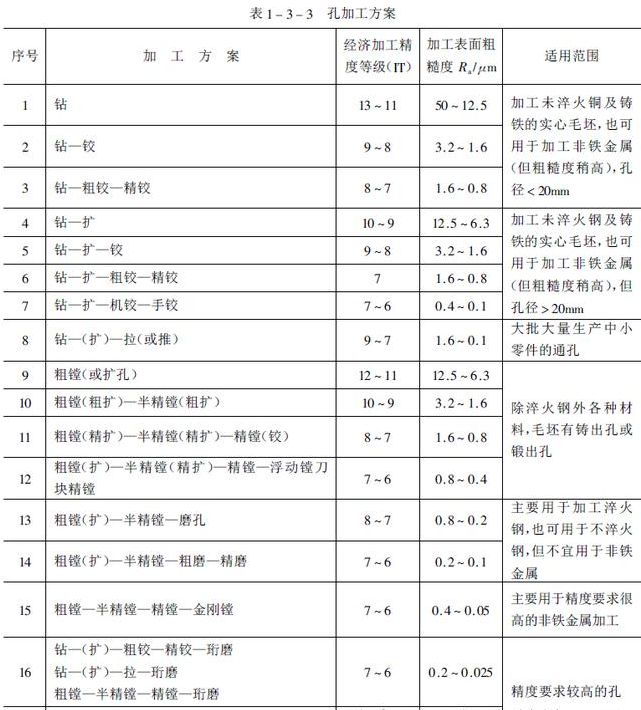
孔类的几种加工方案、精度等级及适应范围
表中所列是指在一般条件下各种加工方法达到的经济精度和表面粗糙度。当加工条件改变时,所得到的精度和表面粗糙度也将改变。
根据孔的加工精度确定加工方案方法如下:
(1)精度低于IT10以下的孔 用一般的钻孔方法即可达到(孔径<20mm)。
(2)精度达到IT9的孔 如果孔径小于20mm,可采用钻模钻孔,或者钻孔后扩孔;孔径大于30mm的孔,一般采用钻孔后镗孔。
(3)精度达到IT8的孔 当孔径小于20,mm时,应采用钻孔后铰孔;若孔径大于20mm,可根据具体条件,选择不同的加工方案,如钻—扩—铰、钻—粗镗—半精镗或钻—(扩)—拉(或推)等。
(4)精度达到IT7的孔 当孔径小于20mm时,一般采用钻孔后进行两次铰孔的方案;孔径大于20mm时,可选择不同的加工方案,如钻—扩—粗铰—精铰、钻—扩—机铰—手铰或钻—粗镗(扩)—半精镗—粗磨—精磨等。
加工精度达到IT6的孔,与加工IT7精度孔的顺序大体相同,但其最后工,序要根据具体情况,分别采用精细镗、手铰、精拉、精磨、研磨或珩磨等方法进行精细加工。
铸(或锻)件上已铸出(或锻出)的孔,可直接进行扩孔或镗孔,直径在100mm以上的孔,采用镗孔比较方便。至于半精加工、精加工和光整加工,可参照上述方案进行。
以上就是孔加工精度等级对照表,,钻孔的加工精度等级你都了解了吧!东莞环球机械专业生产深孔钻设备,五轴龙门加工中心,欢迎您的咨询!

