




加工中心五轴编程工资一般多少,五轴加工编程需要什么功底,五轴加工中心编程用什么软件,五轴加工中心好学吗,学五轴加工中心要多久?这些问题相信是想从事五轴加工编程人员所关心的问题,下面我们就来简单介绍一下。
什么是五轴联动加工?
五轴加工(5 Axis Machining),数控机床加工的一种模式。
根据ISO的规定,在描述数控机床的运动时,采用右手直角坐标系;其中平行于主轴的坐标轴定义为z轴,绕x、y、z轴的旋转坐标分别为A、B、C。各坐标轴的运动可由工作台,也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向来定义。
通常五轴联动是指x、y、z、A、B、C中任意5个坐标的线性插补运动。换言之,五轴,指x、y、z三个移动轴加任意两个旋转轴。相对于常见的三轴(x、y、z三个自由度)加工而言,五轴加工是指加工几何形状比较复杂的零件时,需要加工刀具能够在五个自由度上进行定位和连接。
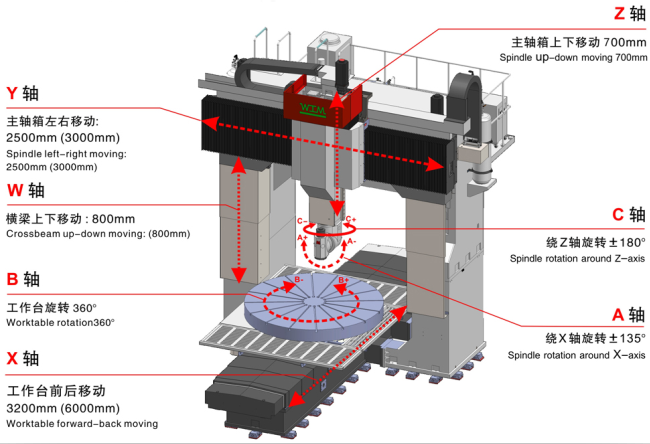
环球五轴加工中心五轴示意图
五轴加工所采用的机床通常称为五轴机床或五轴加工中心。五轴加工常用于航天领域,加工具有自由曲面的机体零部件、涡轮机零部件和叶轮等。五轴机床可以不改变工件在机床上的位置而对工件的不同侧面进行加工,可大大提高棱柱形零件的加工效率。
五轴加工中心编程难吗,五轴加工中心好学吗?
五轴数控加工由于干涉和刀具在加工空间的位置控制,其数控编程、数控系统和机床结构远比三轴机床复杂得多。所以,五轴说起来容易,真实现真的很难!另外,如果想要操作运用好,更难!下边详细来说说困难点体现在哪方面?
五轴数控编程抽象、操作困难
这是每一个传统数控编程人员都深感头疼的问题。三轴机床只有直线坐标轴, 而五轴数控机床结构形式多样;同一段NC代码可以在不同的三轴数控机床上获得同样的加工效果,但某一种五轴机床的NC代码却不能适用于所有类型的五轴机床。数控编程除了直线运动之外, 还要协调旋转运动的相关计算,如旋转角度行程检验、非线性误差校核、刀具旋转运动计算等,处理的信息量很大,数控编程极其抽象。

五轴数控加工的操作和编程技能密切相关,如果用户为机床增添了特殊功能,则编程和操作会更复杂。只有反复实践,编程及操作人员才能掌握必备的知识和技能。经验丰富的编程、操作人员的缺乏,是五轴数控技术普及的一大阻力。
国内许多厂家从国外购买了五轴数控机床,由于技术培训和服务不到位,五轴数控机床固有功能很难实现,机床利用率很低,很多场合还不如采用三轴机床。
对NC插补控制器、伺服驱动系统要求十分严格
五轴机床的运动是五个坐标轴运动的合成。旋转坐标的加入,不但加重了插补运算的负担,而且旋转坐标的微小误差就会大幅度降低加工精度。因此,要求控制器有更高的运算精度。
五轴机床的运动特性要求伺服驱动系统有很好的动态特性和较大的调速范围。
五轴数控的NC程序校验尤为重要
要提高机械加工效率,迫切要求淘汰传统的“试切法”校验方式 。在五轴数控加工当中,NC 程序的校验工作也变得十分重要, 因为通常采用五轴数控机床加工的工件价格都十分昂贵,而且碰撞是五轴数控加工中的常见问题:刀具切入工件;刀具以极高的速度碰撞到工件;刀具和机床、夹具及其他加工范围内的设备相碰撞;机床上的移动件和固定件或工件相碰撞。五轴数控中,碰撞很难预测,校验程序必须对机床运动学及控制系统进行综合分析。
如果CAM 系统检测到错误,可以立即对刀具轨迹进行处理;但如果在加工过程中发现NC 程序错误,不能像在三轴数控中那样直接对刀具轨迹进行修改。在三轴机床上,机床操作者可以直接对刀具半径等参数进行修改。而在五轴加工中,情况就不那么简单了,因为刀具尺寸和位置的变化对后续旋转运动轨迹有直接影响。
刀具半径补偿
在五轴联动NC 程序中,刀具长度补偿功能仍然有效,而刀具半径补偿却失效了。以圆柱铣刀进行接触成形铣削时,需要对不同直径的刀具编制不同的程序。目前流行的CNC 系统均无法完成刀具半径补偿,因为ISO文件中没有提供足够的数据对刀具位置进行重新计算。用户在进行数控加工时需要频繁换刀或调整刀具的确切尺寸,按照正常的处理程序,刀具轨迹应送回CAM 系统重新进行计算。从而导致整个加工过程效率十分低下。
后置处理器
五轴机床和三轴机床不同之处在于它还有两个旋转坐标,刀具位置从工件坐标系向机床坐标系转换,中间要经过几次坐标变换。利用市场上流行的后置处理器生成器,只需输入机床的基本参数,就能够产生三轴数控机床的后置处理器。而针对五轴数控机床,目前只有一些经过改良的后置处理器。五轴数控机床的后置处理器还有待进一步开发。
五轴加工中心需要什么功底?
三轴联动时,刀具的轨迹中不必考虑工件原点在机床工作台的位置,后置处理器能够自动处理工件坐标系和机床坐标系的关系。对于五轴联动,例如在X、Y、Z、B、C 五轴联动的卧式铣床上加工时, 工件在C 转台上位置尺寸以及B 、C 转台相互之间的位置尺寸,产生刀具轨迹时都必须加以考虑。工人通常在装夹工件时要耗费大量时间来处理这些位置关系。如果后置处理器能处理这些数据,工件的安装和刀具轨迹的处理都会大大简化;只需将工件装夹在工作台上,测量工件坐标系的位置和方向,将这些数据输入到后置处理器,对刀具轨迹进行后置处理即可得到适当的NC 程序。

某培训机构的课程目录
非线性误差和奇异性问题
由于旋转坐标的引入,五轴数控机床的运动学比三轴机床要复杂得多。和旋转有关的第一个问题是非线性误差。非线性误差应归属于编程误差,可以通过缩小步距加以控制。在前置计算阶段,编程者无法得知非线性误差的大小,只有通过后置处理器生成机床程序后,非线性误差才有可能计算出来。刀具轨迹线性化可以解决这个问题。有些控制系统能够在加工的同时对刀具轨迹进行线性化处理,但通常是在后置处理器中进行线性化处理。
旋转轴引起的另一个问题是奇异性。如果奇异点处在旋转轴的极限位置处,则在奇异点附近若有很小振荡都会导致旋转轴的180°翻转,这种情况相当危险。
对五面体加工的操作, 用户必须借助于成熟的CAD/CAM 系统,并且必须要有经验丰富的编程人员来对CAD/CAM 系统进行操作。
加工中心五轴编程工资一般多少?
据小编经过几次调查,五轴加工中心编程人员工资大概在12000-18000/月左右。当然人人都想拿高工资,我们看一下用人单位的招聘要求:
1、熟练操作MASTERCAM、UG和POWERMILL任意一种软件的编程软件,能独立完成各类产品的NC程序编写。
2、金银首饰类产品,五轴编程工作经验不低于3年。(每个公司的要求视加工产品有所不同)
3、熟悉车铣复合或卧式加工中心CNC编程,有德玛吉DMU60、80五轴编程工作经验(海德汉系统)经验。
4、熟悉加工工艺,能自主设计工装夹具;能对产品提出不同工艺优化加工步骤,缩短加工时间。
5、工作时间:26天10小时(每家公司要求略有不同)
看了以上的招聘要求,各位想从事五轴编程工程师的读者朋友们,请对号入座,这个工资水平是否是正常范围,您的编程水平是否能拿到这个工资?
看了上面的介绍,相信你对五轴加工中心编程难吗,加工中心五轴编程工资一般多少,五轴加工编程需要什么功底有了自己的认识和了解。

